

{kind=link}
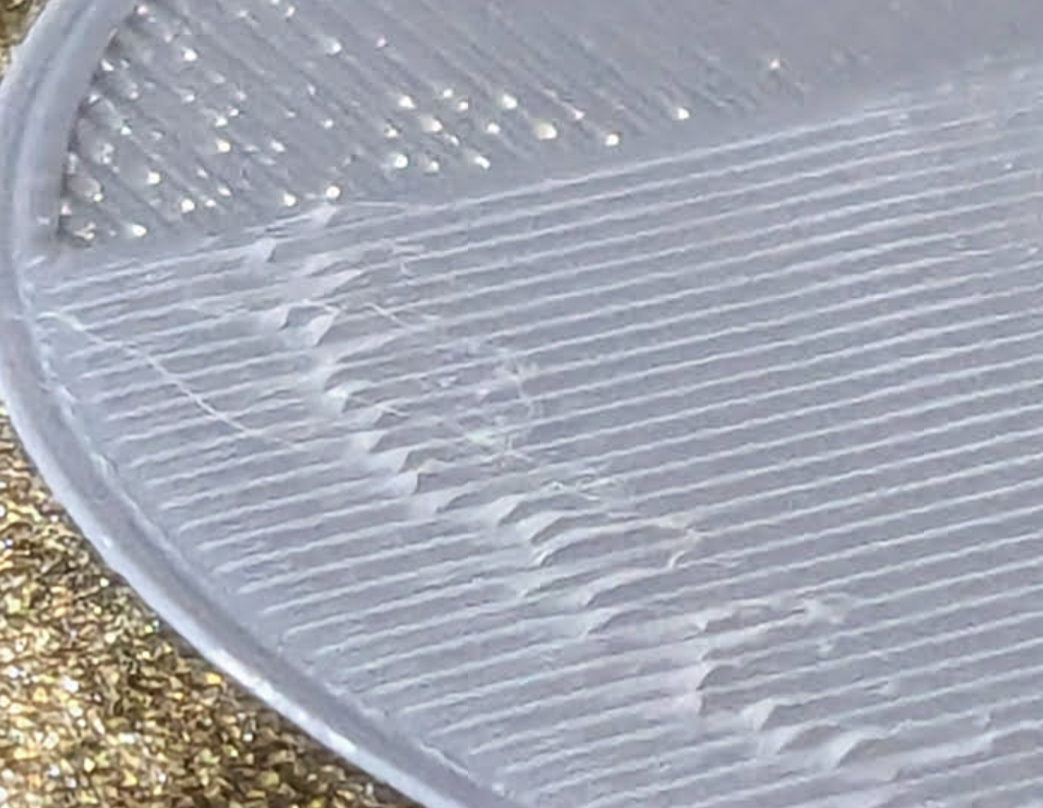
This is layer 2 or 3. It will be covered by the next few layers but I feel like it shouldn’t be this fugly. I’m using Cura’s Standard Quality except for temp which is set to 205. The filament is Inland PLA.
This is layer 2 or 3. It will be covered by the next few layers but I feel like it shouldn’t be this fugly. I’m using Cura’s Standard Quality except for temp which is set to 205. The filament is Inland PLA.
https://www.printables.com/model/129367-temperature-tower-ready-gcodes-abs-tpu-pla-asa-pet/files https://www.thingiverse.com/thing:3912855/files
I would suggest running the PLA temp tower and then you can optimize for that specific reel of filament.
I printed a tower a few days ago and it looks good anywhere from 200 to 215. I’m going to keep trying though.
You should also check your z offset and make sure that you’re not too close to the bed it’s possible that your nozzle is dragging because you’re less than .2 mm.
Then your temp is fine i would say. For flat print with only few layers higher temp shouldnt be an issue.
Im bit confused honestly, dont know what you changed there. First pic looks like overextruding and 2nd pic as underextruding. Keep in mind that if your nozzle is too far from bed and you overextrude first layer can look great, but on next layers it will show up (thats how 1st pic looks to me)